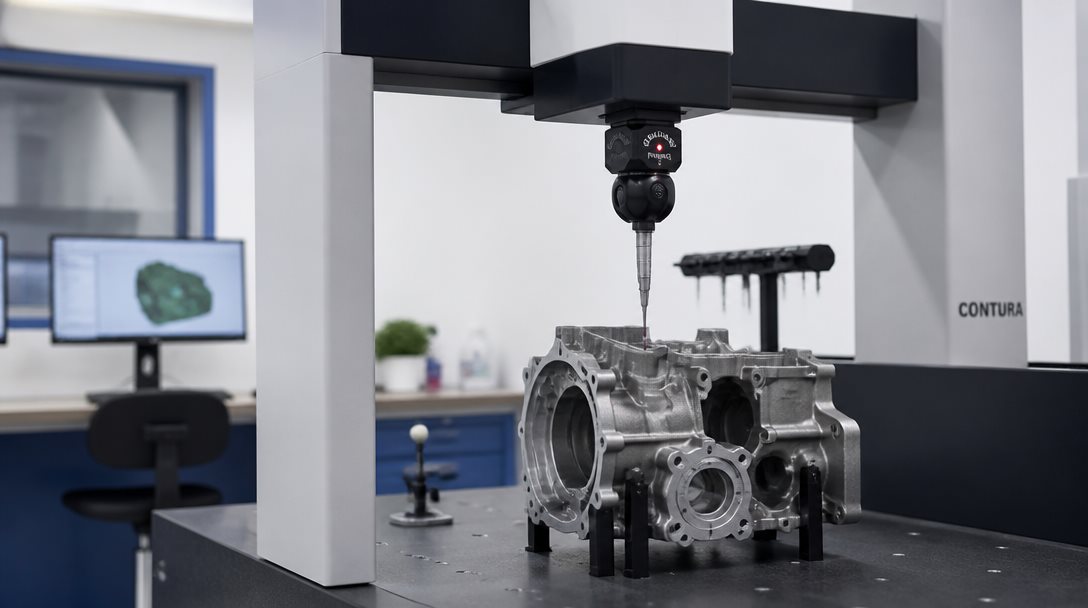
I ett klimatkontrollerat rum i Mölndal — 20 °C ±0,5 °C, 50 procent RH ±5 procent — står en koordinatmätmaskin på vibrationsdämpande granit-skiva. En vit sond i rubin avlyser 18 432 punkter på en bilmotor-cylinderhuvud. Maskinen rapporterar varje punkts X-, Y- och Z-koordinater med 0,4 mikrometers noggrannhet. När mätningen är klar har programmet beräknat 47 olika geometriska egenskaper: rundhet, planhet, parallellitet mellan ytor, position på borrade hål.
Operatören jämför mätningen med CAD-modellen. Tre hål är 0,012 mm utanför tolerans. Cylinderhuvudet stannar i mätrummet. Det går inte vidare till montering.
Det är industriell metrologi. Och det är skälet till att moderna förbrränningsmotorer fungerar i en miljon kilometer i stället för fem tusen, och varför svenska industrin kan konkurrera på kvalitet trots våra höga löner.
Vad metrologi är
Metrologi är vetenskapen om mätning. Tre huvudgrenar:
- Vetenskaplig metrologi — definition av enheter, primärnormaler, fundamentala konstanter. BIPM (Bureau International des Poids et Mesures), NIST (USA), NPL (UK).
- Industriell metrologi — mätning av tillverkade komponenter mot specifikationer. Fokus för denna artikel.
- Legal metrologi — handelsmått, livsmedelsförpackningar, taxametrar, bensinpumpar. Standardisering i konsumentskyddssyfte.
Industriell metrologi mäter:
- Dimensioner (längd, bredd, höjd, diameter)
- Geometri (rakhet, planhet, rundhet, cylinderhet, koncentricitet)
- Form (sfärisk, konisk, parabelformad)
- Position och orientering (parallellitet, vinklighet, position)
- Ytbeskaffenhet (ytråhet Ra, Rz, Rt, vågighet)
- Ojämnheter (förskjutning, sneddhet, profil)
Mätenheter i industriellt sammanhang sträcker sig från nanometer (för halvledar) till meter (för fartygsskrov).
SI-systemet — mätenheternas grund
Sedan 1960 är SI-systemet (Système International d’Unités) världsstandarden. Sedan 2019 är alla 7 basenheter definierade via fundamentala konstanter:
- Meter (m): Längd. Definierad via ljusets hastighet i vakuum.
- Sekund (s): Tid. Cesium-133-atomens svängning.
- Kilogram (kg): Massa. Planck-konstanten.
- Ampere (A): Elektrisk ström. Elementarladdningen e.
- Kelvin (K): Temperatur. Boltzmanns konstant.
- Mol (mol): Substansmängd. Avogadros tal.
- Candela (cd): Ljusstyrka. Strålningsenhet.
För industriell metrologi är meter central. Definitionen: 1 meter = avståndet ljuset färdas i vakuum på 1/299 792 458 sekund.
Avledda enheter: mikrometer (μm) = 10⁻⁶ m, nanometer (nm) = 10⁻⁹ m. Industriella toleranser specificeras typiskt i mikrometer.
Mätinstrument från enkel till komplex
Handhållna mätinstrument
Skjutmått (caliper): Vanligaste verkstadsinstrument. Mäter ytter-, inner- och djupmått med 0,02 mm noggrannhet (digital), 0,05 mm (vernier). Mitutoyo, Mahr, Tesa är ledande tillverkare.
Mikrometer: Spindel med fina gängor mäter med 0,001 mm (1 μm) noggrannhet. Ytter-, inner-, djup-, gänghöjds-mikrometrar. Standard i precisionsverkstad.
Indicators (måttklocka): Visar avvikelse från referensvärde. Standard för jämförelsemätningar.
Höjdmått: Med vernier eller digital skala mäter höjder över referensytan.
Vinkelmätare: Mäter vinklar mellan ytor.
Gängmätinstrument: Specifika verktyg för gängprofiler.
Mätstationer på golvet
Optiska komparatorer (profile projectors): Förstoring av en silhuett projicerad på en skärm. Mäter komplexa profiler. Ersätts gradvis av vision-system.
Höjdmätningssystem: Tesa MICRO-HITE, Mahr DIGIMAR. Mäter dimensioner i Z-axeln med sub-mikrometernoggrannhet.
Rundhetsmätare: Mäter cylindrars och kulors rundhet. Standard i lager- och axeltillverkning.
Ytråhetsmätare: Mäter Ra, Rz och andra ytparametrar genom att dra en sond över ytan eller via optisk metod. Standard i CNC-bearbetning.
Koordinatmätmaskiner (CMM)
CMM (Coordinate Measuring Machine) är industri-metrologinns arbetshäst. En sondhållare rör sig i tre axlar (X, Y, Z) och avtastar punkter på komponenten.
Konstruktion:
- Bro (bridge): Standard. Komponenten ligger på granit-skiva, sondhållaren rör sig på en bro över. Noggrannhet 0,5-3 μm.
- Cantilever: Sondarm sticker ut från ena sidan. Lättare åtkomst för stora detaljer.
- Gantry: Stor bro för mätning av mycket stora delar (bilskaross, vindkraftblad).
- Horisontal arm: Sondaxeln är horisontell. Standard för stora bil-karosser.
Sond-typer:
- Touch-trigger probe: Sonderpel som genererar signal vid kontakt. Standard. Renishaw TP-serien dominerar.
- Scanning probe: Kontinuerlig avläsning medan sonden glider över ytan. Mer datapunkter. Snabbare för komplexa profiler.
- Optisk sond: Laser eller white light. Beröringsfri.
- Röntgen CT (Computed Tomography): Mäter inre geometri utan att skära upp komponenten. Standard för komplexa gjutgods.
Noggrannhet: Modern bro-CMM har MPE (Maximum Permissible Error) E0 = (1,5 + L/333) μm där L är mätlängd i mm. För en 500 mm-mätning är fel ≤3 μm.
CMM-programvara: Calypso (Zeiss), PC-DMIS (Hexagon), MCOSMOS (Mitutoyo), PolyWorks (InnovMetric). Tolkar CAD-modeller och genererar mätprogram automatiskt.
Laser Tracker
Laser tracker mäter stora volymer (5-100 m³) med sub-mikrometernoggrannhet:
- Roterande laser-spegel följer en reflekterande prismaboll (SMR — Spherically Mounted Retroreflector)
- Mäter avstånd via interferometri eller ADM (Absolute Distance Measurement)
- Mäter horisontell och vertikal vinkel
- Totalt: 3D-koordinat för bollens position
Användning: Flygplansmontering (vingar, fuselage), turbiner, fartygsdelar, robotkalibrering, satelliter.
Leica AT960 (del av Hexagon) dominerar globalt. API Tracker och FARO Vantage är konkurrenter.
Portabla mätarmar
Articulated arm CMM: 6-7-leds robotarm med encoder i varje led. Operatören för sonden manuellt över komponenten.
Användning: Stora detaljer, fältmätningar, reverse engineering. Inte lika exakt som stationära CMM (50-100 μm noggrannhet) men flexibla.
ROMER Absolute Arm (Hexagon), FARO Edge, Kreon Ace är ledande.
Optisk 3D-skanning
Structured light scanning: Projicerar lysrandsmönster och mäter förvrängning med kameror. Mäter miljontals punkter per sekund.
Laser line scanning: Laserlinje skannas över ytan.
Photogrammetry: Flera kamerabilder triangulerar punkter.
Användning: Reverse engineering, 3D-printing-kontroll, deformationsanalys, kvalitetskontroll av komplexa former.
ATOS (GOM, numera Zeiss), Hexagon AICON, Creaform HandyScan är ledande.
Specialinstrument
White light interferometer: Nanometernoggrann ytmätning. Standard för halvledar-yt-kontroll.
Confocal microscope: 3D-mätning på mikroskopisk nivå.
SEM (Scanning Electron Microscope): Mäter nanostruktur. Standard i halvledar och materialforskning.
AFM (Atomic Force Microscope): Mäter på atomnivå.
X-ray CT (Computed Tomography): Inre och yttre geometri. Standard för komplexa gjutgods och kompositer.
Geometriska toleranser — GD&T
GD&T (Geometric Dimensioning and Tolerancing) är språket för att specificera vad som är acceptabelt på en komponent. Standard: ASME Y14.5 (amerikansk) och ISO 1101 (internationell, dominerande i Europa).
GD&T-symboler delas i fem familjer:
Form (utan datumreferens):
- ⊥ Rakhet (straightness)
- ⊃ Planhet (flatness)
- ◯ Rundhet (circularity)
- ⊜ Cylinderhet (cylindricity)
Profil:
- ⌒ Profil av linje
- ⌒ Profil av yta
Orientering (med datumreferens):
- ∥ Parallellitet
- ⊥ Vinklighet
- ∠ Riktning
Plats:
- ⊕ Position
- ◎ Koncentricitet
- ≡ Symmetri
Slag (rörelse):
- ↗ Cirkulärt slag
- ↗↗ Total slag
Material modifierare: Ⓜ (MMC), Ⓛ (LMC), Ⓢ (RFS) — modifierar tolerans beroende på materialstorlek.
Datum-referenser: A, B, C — primary, secondary, tertiary datum-system definierar hur komponenten orienteras under mätning.
GD&T är komplext men möjliggör otvetydig kommunikation mellan designer, tillverkare och metrolog. Korrekt GD&T-användning kan minska tillverkningskostnader 10-30 procent jämfört med traditionell ±-toleranssättning.
Ytråhet — när ytan har sin egen mätning
Yt-egenskaper kvantifieras med flera parametrar:
Ra (arithmetic average roughness): Vanligaste. Genomsnittlig avvikelse från medellinjen. Mäts i mikrometer.
- Ra 0,05 μm: spegelblank (optik, hydraulcylinder)
- Ra 0,4 μm: fint slipad (kullager, hydraulik)
- Ra 1,6 μm: medel-finbearbetad (bearbetade ytor)
- Ra 3,2 μm: grov bearbetning (skärning, grov slipning)
- Ra 25 μm: gjutyta
Rz (mean peak-to-valley): Genomsnitt av 5 högsta toppar minus 5 djupaste dalar. Mer känsligt än Ra för enstaka defekter.
Rt (total height): Skillnad mellan högsta topp och djupaste dal.
Rsk (skewness): Asymmetri i ythöjdsfördelning.
Rku (kurtosis): “Skärpa” i fördelningen.
ISO 4287 och ASME B46.1 definierar standarder.
Spårbarhet och kalibrering
Spårbarhet (traceability) är central i industriell metrologi: varje mätinstrument ska kunna spåras tillbaka till de internationella primärnormalerna.
Kedjan:
- BIPM (Bureau International des Poids et Mesures), Paris: Primärnormaler.
- Nationella metrologi-institut: RISE i Sverige (tidigare SP), NIST (USA), PTB (Tyskland), NPL (UK). Underhåller nationella standarder kalibrerade mot BIPM.
- Ackrediterade kalibreringslab: Kalibrerar industri-instrument mot nationella standarder. Måste vara ISO 17025-ackrediterade.
- Företagsinternt: Industri kalibrerar interna mätinstrument enligt sin ISO 9001/IATF 16949-procedur.
Varje mätinstrument ska ha kalibreringscertifikat som visar:
- Datum för kalibrering
- Referensstandard
- Mätosäkerhet
- Resultat
- Spårbarhetskedja
Modern industri har mätinstrument-databaser som spårar varje sak, schemalägger kalibreringar och varnar när nästa kalibrering närmar sig.
Hexagon AB — det svenska världsledarskapet
Hexagon AB är världens näst största metrologiföretag, efter brittiska Renishaw. Företagets historia:
- Startat i Köping 1992 från en investmentbolag-vinkel
- Köpte Brown & Sharpe (USA) 2001 — ett av världens äldsta mätinstrumentföretag (grundat 1833)
- Köpte Leitz (Tyskland), DEA (Italien), Romer (Frankrike) 2000-talet
- Köpte Leica Geosystems 2005 — geodetisk mätning, laser tracker
- Köpte MSC Software, NovAtel, Intergraph för att expandera till GIS, simulering, design
Affärsområden 2026:
- Hexagon Manufacturing Intelligence (MI): CMM, laser tracker, 3D-skanning, mätmjukvara. Världsledande inom CMM.
- Hexagon Asset Lifecycle Intelligence: Engineering-mjukvara för processindustri (Smart Plant, Aveva-konkurrent).
- Hexagon Geosystems: Leica-varumärken för geodetisk mätning.
- Hexagon Autonomy & Positioning: GPS-system, fordonsautomation.
- Hexagon Safety, Infrastructure & Geospatial: Tjänster för städer och myndigheter.
Nyckelfakta:
- HQ: Stockholm
- Anställda: 24 000+ globalt
- Omsättning: 50+ miljarder kr (2024)
- Aktien noterad på Stockholmsbörsen sedan 1990-talet
- Största ägare: KKR (sedan 2024-förvärv)
Anläggningar i Sverige: Stockholm (HQ), Sundbyberg, Göteborg, Linköping. R&D-tunga miljöer.
Andra världsledande metrologi-aktörer
Mitutoyo (Japan): Globalt största inom enkla mätinstrument (skjutmått, mikrometrar) och CMM. Mycket stark i Asien.
Renishaw (UK): Världsledande inom CMM-sonder. TP-serien är industristandard.
Zeiss (Tyskland): Premium CMM (Carl Zeiss MICURA, ACCURA). Ledande inom optisk metrologi och mikroskop. ATOS 3D-skanning.
Faro Technologies (USA): Portabla mätarmar, laser scanners. Stark inom byggteknik (Building Information Modeling).
Werth Messtechnik (Tyskland): Specialist på tomografi-baserad metrologi.
Tesa Technology (Schweiz): Precisionsinstrument.
Mahr (Tyskland): Yt- och dimensionsmätning.
API (Automated Precision Inc., USA): Laser tracker-konkurrent till Leica.
Carl Zeiss Industrial Metrology: Premium-segment, dominerar tysk fordonsindustri.
Användning i svenska industrier
Volvo Cars Torslanda och Skövde:
100+ CMM-installationer. Cylinder-block, vevaxel, kamaxlar, växellådsdelar — alla mäts i temperaturkontrollerade rum. Hexagon, Zeiss och Mitutoyo dominerar Volvos labb.
Scania Södertälje:
Stor metrologi-organisation. Lastbilsmotorer kräver precis kontroll av roterande delar — vevaxlar, kamaxlar, kugghjul.
Saab Aerostructures (Linköping):
Flygplansvingar, kontrollytor. Stora gantry-CMM (10+ m långa). Laser tracker för montering.
SAAB Combitech, BAE Systems Hägglunds:
Försvarsmateriel kräver extrem precision. Stridsvagn-torn, robotsystem.
GKN Aerospace (Trollhättan):
Flygmotorkomponenter. Stora rotationssymmetriska delar mäts med precisions-CMM. Yt-mätning av aerodynamiska ytor.
SKF Göteborg:
Egen metrologi-organisation. Lager-ringar mäts på sub-mikrometernoggrannhet — det är där lagrets precision verkligen avgör.
AstraZeneca, Mölnlycke Health Care:
Medicinsk metrologi. Sprutor, implantat, instrument. ISO 13485-krav.
Husqvarna, Atlas Copco, Electrolux:
Konsumentprodukter med precisions-komponenter (motorer, växlar, hus).
Ericsson, Saab Electronics:
PCB-mätning, halvledar-paketering, hög-frekvenskomponenter. Specialiserade optiska mätsystem.
Industri 4.0 och metrologi
Modern metrologi integreras djupt med produktionssystem:
In-line measurement: Mätinstrument integrerade direkt i produktionslinjen. Mäter under tillverkning, inte efter. Korrigerar processer i realtid.
Statistical process control (SPC): CMM-data matas till SPC-system. Kontrollkort larmar vid avvikelser innan defekter produceras.
Smart factory integration: Metrologi-data flödar till MES, ERP, kvalitets-system, leverantörsportaler.
Digital tvilling: Den fysiska komponenten har en digital representation baserad på faktisk mätdata, inte bara CAD-design.
AI och machine learning: Mönsterigenkänning i mätdata. Förutsäger när bearbetningsverktyg slits.
Cloud-baserad mätdata: Hexagon HxGN Smart Build, Zeiss PiWeb. Mätdata åtkomlig från hela företaget.
ESG och metrologi
Metrologi bidrar till hållbarhet på flera sätt:
Materialeffektivitet: Precis mätning gör att man kan minska säkerhetsmarginaler i konstruktion. Lättare produkter.
Färre kassationer: SPC-baserad processkontroll minskar defekter och materialspill.
Energieffektivitet: Modern CMM är 40-60 procent energieffektivare än 1990-tals-modeller. LED-belysning, mer effektiva servomotorer.
Reparation i stället för kassation: Reverse engineering av äldre komponenter via 3D-skanning gör reparation möjlig — cirkulär ekonomi.
Vart utvecklingen är på väg
1. Optisk metrologi tar marknadsandelar. 3D-skanning, structured light, white light interferometry växer. Snabbare än taktil mätning.
2. AI-driven mätprogrammering. AI genererar CMM-program direkt från CAD-modell. Operatörstid minskar dramatiskt.
3. X-ray CT-volymen växer. Inre mätning utan att skära upp komponenter. Standard i additiv tillverkning.
4. Beröringsfri mätning på maskin. Lasersensorer i CNC-maskiner mäter under bearbetning. Adaptive machining.
5. Cloud-baserad metrologi. Data och programvara i molnet, mätstationer på golvet.
6. Quantum sensors. Quantum-baserade mätinstrument (atom-interferometry, kvant-magnetometer) ger ny noggrannhet inom 10 år.
7. Augmented reality för operatörer. AR-glasögon visar mätinstruktioner och realtidsavvikelser.
8. Sub-nanometernoggrannhet. Halvledarindustri (3 nm-noder och nedåt) driver behov av ännu finare mätning.
9. Standardisering av digital metrologi. QIF (Quality Information Framework) standardiserar mätdatautbyte mellan CAD, CAM, CMM och MES.
Metrologi är industrins osynliga kvalitetsgaranti. Den syns sällan i media. Men utan den är ingen modern industri möjlig — varken Volvo Cars eller AstraZeneca eller SKF skulle kunna producera världsklass-produkter utan världsklass-mätning. Och Sveriges Hexagon-arv har gjort oss till en av världens centrala metrologi-nationer.